Page 1 of 3
Taper on Edison Cylinders
Posted: Sun Mar 20, 2016 11:02 am
by Dave Cawley
.
What is the taper on the Edison Cylinders ? I read somewhere is was 1:32 ( 0.03125 ) and this would make sense as ships propellers of the era had that taper.
However the CLPGs suggest in a drawing 0.03077 and I have measured slightly higher on average.
So anyone have the true figure or and drawings from the time ?
Thanks
Dave
Re: Taper on Edison Cylinders
Posted: Sun Mar 20, 2016 4:10 pm
by Chuck
What is CLPGs?
.03125 inch taper on the diameter for each inch of
length agrees with the overall average of many
measurements which I have made, trying to center in on
the intended theoretical taper as set forth in the
engineering drawings.
I personally have never yet seen any of the original engineering drawings which will clearly show this taper
if they can ever be found.
Some mandrels measured will differ slightly in one
direction or the other from that target figure.
The trick is to measure many, and then average
out all measurements, keeping in mind that there must
have been a theoretical target that they all were meant
to be.
Digging into my notes here:
My Edison Standard model D machine's mandrel
has these measurements:
Large dia. 1.833 inches
Small dia. 1.689 inches
Length 4.713 inches.
Subtract small dia. from large dia.: .144 inch difference end to end. Then divide that by the
length and the taper in inches of diameter per inch
of length is .030554
Example 2: One of my Dictaphone shaver mandrels:
1.82 dia.
1.638 dia.
5.853 length
Comes out to .031095
Example 3:
My mold core for casting brown wax blanks:
1.92 dia.
1.697 dia.
6.875 length
Comes out to .032436
Example 4:
A N.O.S. Ediphone blank:
1.82 dia.
1.63 dia.
6.14 length
Comes out to .030945
It is quite interesting that you should mention
this taper of .03077
This is the first I have ever heard of that.
There could actually be something to it.
One more reason which I have tended to gravitate toward
thinking that the standard taper might have been meant
to be .03125 is because that also represents a taper
of ⅜" (.375) on the diameter per foot of length.
But, so far, all of this has been concluded and
surmised from measurements and lots of number crunching
to try and make a reasonable guess as to what the
dimensions actually are on those detail drawings,
where ever they may be hiding.
Turns out I hit it close enough within reason
when the mold core was made, that the castings for
the brown wax blanks do fit the mandrel well.
Some finish reaming is always needed to get them
over to the left side where they are supposed to be
as finished records, but the taper does come out
very very close and they easily ream exactly to fit
perfectly.
Right now the jury is still out on this issue.
Is it .03125 or .03077 ?
That pesky little difference of .00048 begs finding
the engineering drawings once and for all to settle
this.
Re: Taper on Edison Cylinders
Posted: Sun Mar 20, 2016 5:07 pm
by WDC
Re: Taper on Edison Cylinders
Posted: Sun Mar 20, 2016 6:42 pm
by Dave Cawley
Hi Chuck
Well annoyingly I can't find the ship propeller 1:32 reference, but it is a good old imperial unit ? And nothing else fits ?
Dave
Re: Taper on Edison Cylinders
Posted: Mon Mar 21, 2016 1:45 am
by Chuck
If there is some logic behind the .03077 number,
I have not been able to find it yet.
But it would seem most logical to me that these tapers
were very likely based upon some standard units.
For instance ⅜ inch per foot is logical.
1/32 inch per inch is logical.
What might the logic be behind the .03077 number?
Why would it have been chosen?
Crunching the numbers again: Here's a possibility:
If we take "one over .03077", that is 1/.03077,
that division yields 32.499188
That is a very curious number because it is so close
to an even 32.5
This may suggest that this taper was not based upon
regular 32nds of an inch, rather it was based on
a new and oddball unit of an inch based upon
dividing that inch by 32.5 instead of straight 32.
So, here goes: here's what we get if we
re-invert the new suggested target of 32.5,
1/32.5 = .030769
That is within .000001 of the original .03077 number
we are trying to make some sense of.
I know this is a stretch, but it's the only close fit
I've been able to find for it yet.
So, maybe instead of 1/32, it is more like 1/32.5
that accounts for the difference between .03125 and .03077, if we can see clear to accept an error of .000001
The real question behind all of this is where are
those detail drawings of those mandrels for those
Edison cylinder phonographs? Are they still in the
drawing vault in the factory at West Orange, NJ?
Re: Taper on Edison Cylinders
Posted: Mon Mar 21, 2016 5:09 am
by Dave Cawley
All my measurements are a tad less that 1:32 too.
Of course 1:32 is a ratio, so can be applied to anything, in any units, hence the old boat propeller shaft.
Here is a link to the CLPGS article that shows the taper
http://www.soundhifi.com/FOURUMIMAGES/taper.jpg you can zoom into to it after it fills your screen.
How would we get access to the Edison Archives ?
Thanks
Dave
Re: Taper on Edison Cylinders
Posted: Mon Mar 21, 2016 10:36 am
by edisonplayer
Yesterday I picked up a few Edison 2 minute cylinders at the local antique center.One of them was"Jessamine"by Arthur Collins.It's one of those 2 minutes with the smooth inside,that is,non,ribbed.The record stuck out a little on the mandrel.Oddly enough,when I first played it the record didn't play to the end.Since I cleaned it out inside it plays through the final chorus of the song and into the tag ending of the orchestra.edisonplayer
Re: Taper on Edison Cylinders
Posted: Mon Mar 21, 2016 11:14 am
by A Ford 1
Hi All,
There are several things one should think about in regard to trying to determine the taper of the mandrel that being the most stable item compared to the cylinder record.
1) In the manufacture of the dies to form the mandrels the original tolerance of the drawing for the die would give a variation from one die to another.
2) The area of the die near the larger diameter end of the mandrel would likely grow faster than the small diameter since all the material composing the length of the mandrel would be eroding it. Therefore, the first mandrels made would have a different (shallower) taper than the last mandrels manufactured with that die.
3) The measuring of a thin walled mandrel may alter it's dimension if the person performing the operation is not very skilled.
4) The mandrels them selves may have different dimensions than when they were new due to their service just as the die changes with use.
5) For measurements closer then 0.001 it would be desirable to have a good metrology laboratory.
My thoughts are the taper is likely 1 in 32 and variations calculated here may be due to the items listed above and the limits of the instruments and persons that made the measurements. There is no disrespect intended here this is just not that easy to do accurately this many years later!
Allen
Re: Taper on Edison Cylinders
Posted: Mon Mar 21, 2016 3:40 pm
by Chuck
The tool I have always used to measure them is
an accurate set of dial calipers. It's good down
to about +/- .0005 inch. That's plus or minus half a thousandth.
I agree with the statement about being careful how
any one particular mandrel gets measured. Certain
Edison cylinder phonograph mandrels have some very obvious
wear on the small end, due to the metal rings in some
kinds of celluloid records which wear away some of the
plating.
I have spent a considerable amount of time measuring
and re-measuring these to take into account previous
errors in measurement. I have attempted to average
them out as best as I can.
If indeed the .03077 number is found to be the correct
one, then another way to more easily visualize it
would be to picture a mandrel which is 32.5 inches
long. The large diameter end would be one inch larger
than the small end.
In my case, all of this measuring and calculating
was required so as to be able to take a decent stab
at making the mold core for casting blanks.
So yes, the idea of manufacturing tolerances coming
into play as far as certain mandrels having slightly
different tapers is certainly a valid one.
I do still think that a very good approximation of the
theoretical intended taper is possible by building
up a large amount of individual measurements from
different mandrels.
I myself will not have to worry about this until
I make my next mold. Possibly at that time I'll
pry the lid off of this can of worms yet again to
see if I can get the next mold core even closer to
producing a decent fit, taking into account shrinkage
of casting and all that kind of thing.
But, for now, the mold core works well because these
brown wax castings must all be reamed anyway, and that
assures a perfect fit. So, the reaming really makes
having a perfect taper of the core somewhat of a moot
point, to an extent. It's got to be darn close, but
it does not have to be dead-perfect because the reaming
takes care of making it perfect.
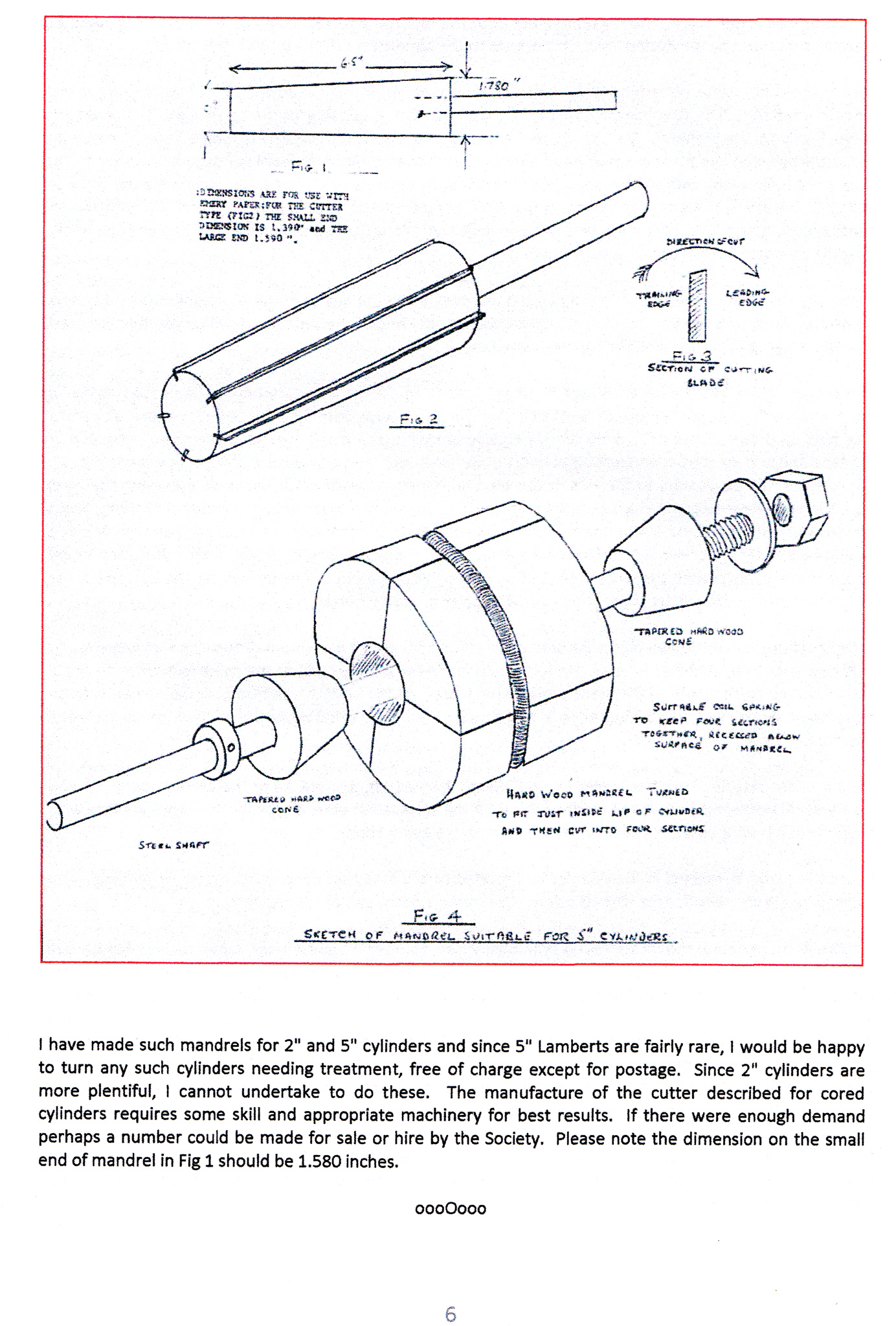
Dave: According to the sketch shown from the link you
provided, here are the numbers from it:
Large Dia. 1.78
Small Dia. 1.58
Length 6.5
That is a 0.2 inch difference spread out over 6.5
inches, which comes to .030769231, which
happens to be EXACTLY a ratio of 1:32.5, dead on,
accurate to the ninth decimal place!
Another way to see that is by multiplying .2 and 6.5
both by 5.0
When that is done: .2 x 5 comes out to 1.0, and 6.5 x 5
comes out to 32.5
That shows that it's a ratio of 1 in 32.5
At least for that sketch that's what the taper is.
We still need to have access to the Edison original
detail drawings though, in order to be absolutely sure.
Re: Taper on Edison Cylinders
Posted: Tue Mar 22, 2016 6:47 am
by edisonphonoworks
Chuck Richards will be having more numbers soon. I measured mandrels, of several machines, with a very new set of calipers, that I use in the manufacture of small fire arms parts, at my place of employment. We will get this nailed down. All I can say is the mandrels I use to make the blanks, the blanks do not have to be reamed, I insert a phonograph mandrel in them, cut the blank, and it is ready to go, that mandrel will be included in a new set of numbers. If you have accurate calipers, either dial or digital, measure the mandrels on your machines. State the year, and model number, even measurements of Graphophone and other machines too, the more data the more points on the graph to narrow this down.
{kind=link}